隨著消費電子產業需求量大幅增加,產品小型化、快速化及零件價格高昂,傳統加工方式已經無法滿足客戶對精度和良率的更高的要求,激光切割技術應運而生。伴隨著紫外激光器的逐漸成熟,且穩定度增加,激光加工產業已從紅外激光轉向紫外激光。同時,也因為紫外激光器的應用越來越普及,使得激光應用邁向更廣闊的領域。
激光經過聚焦后照射到材料上,使被切割材料溫度急速升高,然后使之熔化或汽化。隨著激光與被切割材料的相對運動,在切割材料上形成切縫從而達到切割的目的。傳統二氧化碳(CO2)激光切割由于光斑大、熱影響范圍大、切邊不平滑、發黑,因此主要用于木材、布料、塑料及較厚的金屬材料加工,而且熱效應較大。在切割更精密的材料時通常選擇紫外激光作為切割光源,與YAG和CO2激光通過熱效應來切割不同,紫外激光直接破壞被加工材料的化學鍵,從而達到切割目的, 這是一個“冷”過程,熱影響區域小;另外紫外激光的波長短、能量集中,切縫寬度小,因此在精密切割和微加工領域具有廣泛的應用。
激光切割的切縫寬度同光束模式、偏振性和聚焦后光斑直徑有直接的關系。實際切割中采用TEM00模,圓偏振,但激光的模式通常都并非理想的基模,當功率增大或者使用時間過長時會產生變化。光斑直徑是指光強降落到中心值的1/e2的點所確定的范圍,這個范圍內包含了光束能量的86.5%,理想情況下直徑范圍內的激光可以實現切割,范圍外的不與材料發生作用,則切縫寬度等于光斑直徑。但實際中由于材料的導熱性、熔點、沸點等參數的不同,以及激光功率的變化,切縫寬度是不等于光斑直徑的,它們的關系要依據激光能量的輸入和材料性質而定。但在絕大多數情況下,切縫寬度是略大于光斑直徑,減小光斑直徑,就減小了切縫的寬度。
在激光切割中,聚焦后的光斑直徑當然是越小越好,這樣切縫寬度就會越小,相同的條件下就可以使晶圓做到更高的集成度。設激光的束腰半徑為ω0,光束質量因子為M2,激光波長為λ,聚焦鏡焦距為f,擴束鏡準直倍率為A,由激光原理可得激光經過擴束鏡后和聚焦鏡后,束腰半徑和焦深分別為:

式中激光的波長λ和光束質量因子M2由激光器來決定,可以選擇短波長和較小M2的激光器來減小光斑尺寸,另一方面通過減小聚焦鏡的焦距和調整擴束鏡倍數來得到較小的光斑尺寸。但是減小聚焦鏡焦距的同時焦深會縮短,不過在劃片切割時并不需要太大的焦深,只有當穿透切割較厚的晶圓時需要考慮焦深的問題,因此要根據實際要求合理地選擇聚焦鏡焦距和擴束鏡倍數。因此紫外激光可達到更小的光斑(幾個微米),切割道更窄、熱影響范圍小、切邊平滑,且因為脈沖能量高,可對物體進行離子化式切割,故可切割高反射材料。
激光的工作模式有兩種,第一種為被加工物放置在XY運動平臺上,激光聚焦后直接加工;第二種為被加工物加工時不移動,激光通過振鏡移動,在被加工物表面進行加工。如圖1所示,圖1(a)因為可采用焦距較短的聚焦鏡,因此可達到較小的光斑直徑;圖1(b)因為振鏡的運動速度較平臺的移動速度快,搭配XY移動平臺,搭配切割圖檔分圖的技術,可將激光應用范圍由打標拓展出更廣的應用,但由于紫外激光的光斑較小,因此在振鏡及平臺的精度控制需要達到微米級的要求。


元祿光電一直致力于精密激光切割領域,結合精密控制與激光加工工藝發展多種精密切割設備,經過多年發展,具有多項專利技術及各式精密激光加工設備。下文將針對紫外激光切割機在工業上的應用做一簡單介紹。
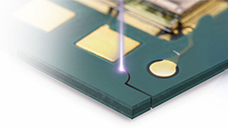
紫外激光晶圓切割
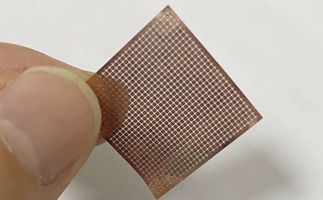
藍寶石基板表面堅硬,一般刀輪很難對其進行切割,且磨耗大,良率低,切割道更大于30 μm,不僅降低了使用面積,而且減少了產品的產量。在藍白光LED產業的推動下,藍寶石基板晶圓切割的需求量大增,對提高生產率、成品合格率提出了更高的要求。元祿光電經過多年大力研發激光晶圓切割機,現可獲得更窄的切割光斑,精準的定位及高速度的切割,可為市場上提供更多的選擇。效果圖見圖2。

紫外激光陶瓷切割
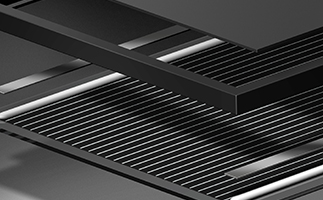
陶瓷在人類歷史中一直占據重要的角色,從日用品、裝飾用品到工業應用,都可看到它的足跡。上個世紀電子陶瓷應用逐漸成熟,應用范圍更廣,例如散熱基板、壓電材料、電阻、半導體應用、生物應用等,除了傳統的陶瓷加工工藝外,陶瓷加工也因應用種類的增加,進而進入了激光加工領域。按照陶瓷的材料種類可分為功能陶瓷、結構陶瓷及生物陶瓷。可用于加工陶瓷的激光有CO2激光、YAG激光、綠光激光等,但是隨著元器件逐漸小型化,例如陶瓷電阻由0204的尺寸縮小到01005,以及YAG激光或光纖激光加工已經無法滿足其要求,因此紫外激光加工成為必要的加工方式,他可對多類陶瓷進行加工。CO2激光加工與紫外激光加工的陶瓷切割效果對比圖見圖3。

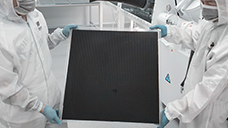
紫外激光玻璃切割
除了上述的應用外,紫外激光的應用在智能型手機崛起的帶動下,也逐漸有了發展的空間。過去因為手機的功能不多,而且激光加工的成本高昂,激光加工在手機的市場中占有的地位并不多,但是現在智能型手機的功能多,整合性高,在有限的空間內要整合數十種的傳感器及上百個功能器件,且組件成本高,因此對于精度、良率及加工要求均大大增加,紫外激光在手機產業發展出多種應用。
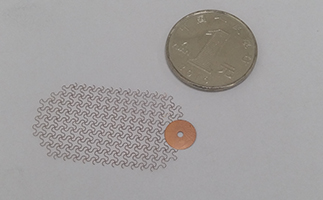
手機玻璃的主要應用分為兩部份:手機面板玻璃和ITO玻璃。現在手機玻璃仍是采用傳統機械加工方式,隨著玻璃的厚度越來越薄,表面強度越來越高,機械加工逐漸產生瓶頸,而激光加工對于薄玻璃的處理較機械加工有優勢,除了加工速度快,非接觸加工,對玻璃表面不產生機械應力,木森科技在玻璃加工投入大量研發,可加工主流玻璃廠的高強化玻璃,可在中國及臺灣兩地同時進行開發工藝,縮短開發時程,見圖4、5。

紫外激光ITO干蝕刻
智能型手機的最大特色就是觸屏的功能,電容式觸摸屏可以做到多點觸控,對應電阻式觸摸屏,其壽命更長、反應更快,因此電容式觸摸屏已成為智能型手機選擇的主流。圖6為紫外激光蝕刻ITO線路。

過去ITO線路的蝕刻采用的方式為濕蝕刻的方式,采用黃光制程制作線路,再經由蝕刻液去除表面的ITO膜形成線路,不但耗時且造成污染。采用紫外激光切割具有下列特點:
1) 品質佳:采用國際先進技術的紫外雷射器,具有光束質量好、聚焦光斑小、功率分布均勻、熱效應小、切縫寬度小、切割品質高等優點;
2) 精度高:配合高精度的振鏡和平臺,精度控制在微米量級;
3)無污染:以激光將ITO移除,無化學藥劑,對環境無污染,對操作人員無危害,環保安全;
4) 速度快 :直接將CAD圖形加載后即可作業,不須曝光顯影等制程,免除光罩制作費用及時間,加快開發速度;
5) 低成本:不需要黃光及濕制程設備,較原有濕制程生產線降低超過30%建置成本,生產過程無其他耗材,降低生產成本。
紫外激光線路板切割
線路板采用激光進行切割最早是用于柔性線路板切割,因為線路板的種類繁多,早期加工均采用模具成型,但是模具的制作費用高昂且制作周期長,因此采用紫外激光加工可以免去模具制作的成本及周期,大幅度提升樣品制作的時間。但是由于過去紫外激光的功率低及價格高昂,用于印刷線路板的應用較少,同時印刷線路板的制作精度要求不高,因此紫外激光在印刷線路板的加工一直無法突破。
元祿光電自成立以來致力發展紫外激光線路板切割機,解決了紫外激光無法應用于印刷線路板切割的瓶頸,速度快,精度高,切割邊緣非常平滑及極小的熱影響區,并大幅度提高客戶良率,使印刷線路板加工成本大大降低。效果圖見圖7。

21世紀是光的時代,激光應用隨著光學系統及激光器的發展一日千里,紫外激光已從過去的價格高昂,研究單位才用的狀況發展至今,已可以實現到工業化應用。紫外激光未來的發展前景十分可觀。
推薦產品:微精密紫外激光切割機 http://www.ctttc.cn/index.php/Index/productDetail/id/25.html