微熱管技術是隨著微電子技術的高速發展而興起的一門新技術,它利用工質液體在微小空間內的相變過程進行熱量傳遞,具有優越的導熱性能和等溫特性,被廣泛應用于航空航天、軍用武器、LED照明、計算機等領域的電子設備,已成為現代散熱技術重要的發展方向。微熱管的傳熱性能主要取決于管內吸液芯的結構,目前吸液芯主要采用燒結式和溝槽式兩大類。溝槽式微熱管具有壁薄、重量輕、不存在接觸熱阻、熱響應快、吸液芯不易損壞等優點,符合電子元器件輕薄短小化的發展趨勢,是熱管技術領域中重要的發展方向和研究熱點。
目前廣泛應用于制備微熱管溝槽的方法有旋壓成形法、覆蓋式微溝槽加工法、銅箔折疊焊接法、深反應蝕刻法、電火花加工法、電解加工法等,這些方法加工的溝槽表面光滑,為微熱管工質回流提供的毛細壓力不足,難以支持較高的工質回流量,限制了溝槽式微熱管的廣泛應用。為此,TANG等人提出一種擠壓-犁削成形的方法加工微熱管內壁溝槽,生成的擠壓-犁削復合溝槽由主溝槽和次溝槽組成,主溝槽和次溝槽共同提供毛細壓力,參與熱流的傳遞過程。實驗研究表明,這種復合溝槽結構能顯著改善微熱管的傳熱性能。但使用擠壓-犁削法加工微熱管復合溝槽時,多齒刀具結構形狀復雜,設計、制造困難,翅結構成形機理復雜,成形過程難以控制,加工過程產生刀具磨損的同時會對微熱管管壁造成損害。更重要的是,受多齒刀具加工能力的限制,微熱管復合溝槽的尺寸受限,生成的主溝槽和次溝槽深寬比均較小。
目前,國內外對于激光刻蝕設備微熱管毛細溝槽已有廣泛的研究。XIE等人采用波長為1064nm的納秒紅外光纖激光刻蝕機在微熱管紫銅基板表面進行刻槽,加工出深度為100μm、寬度為30μm的毛細溝槽,該深寬比的微溝槽具有較強的毛細力。OH等人采用激光濕法刻蝕的方法,將波長為532nm的全固態半導體激光器(diode pumped solid-state laser,DPSSL)激光聚焦在浸泡于循環蝕刻液的不銹鋼基板表面,通過控制激光的掃描路徑刻蝕出所需的毛細結構,最終獲得了寬度為15μm、深寬比為10的微溝槽。綜合國內外研究,關于激光制備微熱管毛細溝槽的研究主要集中在增大毛細溝槽的深寬比,從而提高溝槽提供的毛細壓力。如果激光刻蝕的過程中能形成類似擠壓-犁削法加工的復合溝槽,將能進一步增大微溝槽提供的毛細壓力。
本文中結合激光刻蝕技術和犁削成形法的特點,在激光刻蝕法制備大深寬比毛細溝槽的基礎上,對擠壓-犁削法加工的復合溝槽進行改進。通過激光刻蝕的方法,在加工出主溝槽的同時,利用相鄰主溝槽表面之間的相鄰熔凝物形成次溝槽,由此加工出主溝槽和次溝槽寬度小、深寬比大的微米級復合溝槽,增加工質回流的截面積,降低工質的回流阻力,大幅提高毛細壓力,從而提高微熱管的傳熱性能。此外,借助激光非接觸式加工的特點,不會對微熱管管壁造成損害。因此,使用激光刻蝕的方法制備微熱管復合溝槽是一種可行高效的方案,研究激光刻蝕微熱管復合溝槽的加工工藝,對提高溝槽式微熱管的傳熱性能具有重要意義。
1. 實驗材料與設備
1.1 實驗材料
本文中所采用的銅基板是為紫銅板,銅的質量分數大于0.99,尺寸為100mm×15mm×1mm。實驗前,用1000目的SiC砂紙將銅基板表面打磨到無明顯劃痕,將銅基板放置在超聲波清洗儀中,依次用去離子水和無水乙醇清洗15min,去除銅基板表面的粉塵和油污,然后用丙酮溶液清洗5min去除銅基板表面的有機雜質,最后用去離子水清洗10min去除殘留在基底表面的物質。
1.2 實驗設備
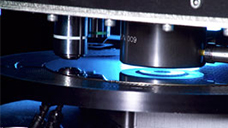
本文中所采用的加工設備是多功能可調諧脈沖光纖激光刻蝕加工設備。所用激光器波長為1064nm;光束質量因子M2<1.5;光斑直徑為30μm;脈沖寬度4ns~200ns可調;最大輸出功率為20W;最大重復頻率為1000kHz;最大掃描速率為2000mm/s,如圖 1所示。圖 1a所示為軟件顯示界面;圖 1b所示為激光器控制面板,可以對激光功率、脈寬、重復頻率、掃描速率和掃描次數進行調節;圖 1c所示為X-Y運動平臺,包括激光頭、工作臺等。

Figure 1. Processing equipment of pulse fiber laser
為獲得理想的復合溝槽尺寸及形貌,實驗后需要對復合溝槽的形貌進行觀測,獲得復合溝槽的相關尺寸數據,進而對刻蝕結果進行分析。激光共聚焦顯微鏡觀測復合溝槽的3維形貌,并測量復合溝槽的幾何尺寸。激光共聚焦顯微鏡的放大倍率為108~17280倍,平均分辨率為120nm,垂直分辨率為0.01μm,可實現微米和亞微米級非破壞3-D表面形貌觀察,并進行高度、寬度、體積、面積等數據的測量。
1.3 復合溝槽刻蝕效果的評價指標
微熱管的傳熱存在著一系列的工作極限,其中最主要的工作極限為毛細極限。毛細極限是指微熱管毛細溝槽為工質液體循環提供的最大毛細壓力不足以克服各阻力而導致的傳熱極限。本文中用激光刻蝕法制備的微熱管復合溝槽,旨在增大毛細溝槽能提供的最大毛細壓力,從而提高微熱管的毛細極限。因此,以復合溝槽為工質液體循環提供的最大毛細壓力作為其刻蝕效果的評價指標。
2. 實驗結果與分析
2.1 激光重復頻率對復合溝槽尺寸的影響規律
選用不同的激光重復頻率,其余激光工藝參量不變,在微熱管銅基板表面進行復合溝槽的刻蝕。實驗條件為:激光平均功率20W,脈寬100ns,掃描速率200mm/s,掃描次數20次,掃描間距95μm。使用激光共聚焦顯微鏡測量主溝槽和次溝槽的深度和寬度,繪制復合溝槽的幾何尺寸隨激光重復頻率的變化曲線,如圖 2所示。

Figure 2. Effect of laser repetition frequency on the size of composite groove
當激光重復頻率在10kHz~40kHz時,雖然單脈沖能量隨著激光重復頻率的增大而減小,但激光光斑的重疊率增大,作用在材料上的激光脈沖個數增加,導致材料去除率增大,產生氣相材料的比重提高,材料的蒸汽壓力隨之增大,使得氣相材料在噴濺過程中帶走的液相物質增多,堆積在主溝槽表面的熔凝物高度和厚度變大,因此主溝槽和次溝槽的深度增加。由于掃描間距不改變,而構成次溝槽的熔凝物厚度變大,故相鄰熔凝物間的距離減小,即次溝槽的寬度減小。受激光光斑直徑大小的限制,主溝槽寬度變化不大。
當激光重復頻率增大至50kHz時,雖然激光光斑的重疊率增大,但此時單脈沖能量減小到了一定程度,材料的去除率降低,材料的蒸汽壓力下降,噴濺堆積在主溝槽表面的熔凝物高度和厚度均減小。此外,由于激光重復頻率增加,相鄰脈沖的間隔時間縮短,當前一個脈沖產生的等離子體和氣相物質尚未從溝槽中完全排除時,下一個脈沖就已經開始作用在材料上,上一個脈沖未排完的等離子體和氣相物質就會吸收其中的一部分能量,增加了激光能量的損耗,也會影響復合溝槽的幾何尺寸。因此,主溝槽和次溝槽的深度減小,次溝槽的寬度增大。
當激光重復頻率繼續增大至60kHz時,此時由于單脈沖能量過小,激光能量密度低于材料的損壞閾值,故達不到去除材料的效果。
利用公式計算不同激光重復頻率下制備的微熱管復合溝槽提供的最大毛細壓力,如表 1所示(其中σ為微熱管工質液體的表面張力系數,隨微熱管的工作溫度變化)。由表 1可知,當激光重復頻率為40kHz時,微熱管復合溝槽提供的最大毛細壓力較大。
Table 1. Maximum capillary pressure of composite groove under different laser repetition frequency

2.2 激光掃描速率對復合溝槽尺寸形貌的影響規律
掃描速率為50mm/s~300mm/s時,在微熱管銅基板表面進行復合溝槽的刻蝕。實驗條件為:激光平均功率20W,脈寬100ns,重復頻率40kHz,掃描次數20次,掃描間距95μm。使用激光共聚焦顯微鏡觀察不同激光掃描速率下復合溝槽的形貌,如圖 3所示。實驗結果表明,當激光掃描速率為50mm/s時,無法加工出復合溝槽,如圖 3a所示; 當激光掃描速率不小于100mm/s時,復合溝槽形貌良好,如圖 3b所示。

Figure 3. Effect of laser scanning velocity on the morphology of composite groove
當激光掃描速率為50mm/s時,輻照區域內材料接收到的脈沖個數過多,較大的激光能量使得材料表面發生劇烈的熔化汽化現象,過量的熔凝物噴濺堆積在主溝槽表面,不利于形成次溝槽。當激光掃描速率不小于100mm/s時,熔化汽化作用減弱,堆積在主溝槽表面的熔凝物減少,此時可形成次溝槽。
使用激光共聚焦顯微鏡測量主溝槽和次溝槽的深度和寬度,繪制復合溝槽的幾何尺寸隨激光掃描速率的變化曲線,如圖 4所示。

Figure 4. Effect of laser scanning velocity on the size of composite groove
當激光掃描速率為100mm/s時,熔化汽化作用仍較強,噴濺堆積在主溝槽表面的熔融物較多,造成次溝槽的寬度較小。由于熱累積效應明顯,重新回流到主溝槽內的熔融物較多,因此主溝槽和次溝槽的深度均較小。當激光掃描速率增大至150mm/s以上時,輻照區域內材料吸收的激光能量減少,材料的去除率降低,因此主溝槽深度減小。此時熔化汽化作用減弱,噴濺堆積在主溝槽表面的熔凝物減少,熔凝物高度、厚度相應減小,因此次溝槽深度減小、寬度增大。受激光光斑直徑的限制,主溝槽寬度變化不大。
利用公式計算不同激光重復頻率下制備的微熱管復合溝槽提供的最大毛細壓力,如表 2所示。由表 2可知,當激光掃描速率為150mm/s時,微熱管復合溝槽提供的最大毛細壓力較大。
Table 2. Maximum capillary pressure of composite groove under different laser repetition frequency

2.3 激光掃描次數對復合溝槽尺寸形貌的影響規律
研究不同激光掃描次數對復合溝槽尺寸形貌的影響規律,只改變激光掃描次數,進行激光刻蝕微熱管復合溝槽的單因素實驗。實驗條件為:激光平均功率20W,脈寬100ns,重復頻率40kHz,掃描速率150mm/s,掃描間距95μm。使用激光共聚焦顯微鏡觀察不同激光掃描次數下復合溝槽的形貌,如圖 5所示。

Figure 5. Effect of laser scanning times on the morphology of composite groove
由實驗結果可知,當激光掃描次數小于等于30次時,復合溝槽形貌良好,如圖 5a所示。當激光掃描次數大于35次時,主溝槽表面兩端的熔凝物會出現“一高一低”的現象,無法形成次溝槽,如圖 5b所示。原因在于:激光掃描次數過多時,材料吸收的激光能量較多,熱累積效應明顯,熱影響區較大。沿激光掃描方向,加工下一條主溝槽時的熱影響區覆蓋了上一條主溝槽較近一端的熔凝物,使其重新熔化后回流到主溝槽中,因此出現“一高一低”的現象。
圖 6所示為1064nm紅外光纖激光刻蝕微熱管復合溝槽后,主溝槽和次溝槽的幾何尺寸隨激光掃描次數的變化規律曲線。

Figure 6. Effect of laser scanning times on the size of composite groove
當激光掃描次數在10次~25次時,隨著激光掃描次數增加,輻照區域內材料接收到的激光能量增多,材料的去除率提高,熔化汽化作用增強,導致堆積在主溝槽表面的熔凝物高度和厚度變大,因此主溝槽和次溝槽的深度增加,次溝槽的寬度減小。由于激光掃描次數的改變并不改變單脈沖能量和激光光斑直徑的大小,所以主溝槽的寬度變化不大。
主溝槽的深度并不會隨激光掃描次數的增加而無限增大,將到達一定極限。當激光掃描次數增大至30次時,造成深度極限的原因可能有以下幾點:(1)由于激光掃描過程焦點位置不移動,激光到達主溝槽底部時的光斑直徑較大,較低的激光能量密度不足以引起對材料的刻蝕;(2)隨著刻蝕過程的進行,主溝槽的深度已達一定程度,溝槽底部產生的熔融物排除難度增大;(3)隨著激光掃描次數的增加,熱影響區增大,主溝槽表面的熔凝物重新熔化后回流到主溝槽內,造成主溝槽和次溝槽的深度減小,次溝槽寬度增大。
當激光掃描次數大于35次時,主溝槽表面兩端的熔凝物會出現“一高一低”的現象,無法形成次溝槽。
計算不同激光掃描次數下制備的微熱管復合溝槽提供的最大毛細壓力,如表 3所示。由表 3可知,當激光掃描次數為25次時,微熱管復合溝槽提供的最大毛細壓力較大。
Table 3. Maximum capillary pressure of composite groove under different laser scanning times

3. 結論
通過單因素實驗法研究了不同激光工藝參量(激光重復頻率、掃描速率、掃描次數)對1064nm紅外光纖激光刻蝕微熱管復合溝槽尺寸及形貌的影響規律。
(1) 當激光重復頻率為10kHz~50kHz時,隨著激光重復頻率的增加,主溝槽的深度先增大后減小,寬度變化不大;次溝槽的深度先增大后減小,寬度先減小后增大。當激光重復頻率為60kHz時,激光對材料起不到刻蝕的效果。激光重復頻率增大,單脈沖能量減小,但光斑重疊率變大,熔化汽化作用增強;激光重復頻率過大時,單脈沖能量過小,刻蝕效果減弱。當激光重復頻率為40kHz時,復合溝槽提供的最大毛細壓力較大。
(2) 當激光掃描速率為50mm/s時,無法加工出復合溝槽。隨著激光掃描速率的增加,主溝槽深度先增大后減小,寬度變化不大;次溝槽深度先增大后減小,寬度增大。當激光掃描速率過小時,熱累積效應明顯,熔凝物堆積嚴重,且存在熔融物回流的現象,不利于次溝槽的形成和主溝槽深度的提高;激光掃描速率增大,輻照區域內材料接收的脈沖個數減少,熔化汽化作用減弱。當激光掃描速率為150mm/s時,復合溝槽提供的最大毛細壓力較大。
(3) 當激光掃描次數為10次~30次時,隨著激光掃描次數增加,主溝槽深度先增大后減小,寬度變化不大;次溝槽深度先增大后減小,寬度先減小后增大。當激光掃描次數大于35次時,會出現主溝槽表面兩端熔凝物“一高一低”的現象,無法形成次溝槽。激光掃描次數增加,材料吸收的激光能量增多,熔化汽化作用增強,但也存在深度極限。激光掃描次數過多時,熱影響區過大,熔融物回流的現象嚴重,不利于次溝槽的形成。當激光掃描次數為25次時,復合溝槽提供的最大毛細壓力較大。元祿光電www.ctttc.cn
推薦設備:激光刻蝕機