智能手機(jī)普遍采用觸摸顯示屏作為用戶操作界面,典型的觸摸顯示屏使用四塊玻璃來分別實(shí)現(xiàn)容納薄膜晶體管和液晶材料,觸摸功能和鋼化玻璃蓋板的功能;同時(shí)無線充電和5G通訊技術(shù)的發(fā)展,促使智能手機(jī)背板也采用玻璃來改善信號傳輸質(zhì)量,直接拉動(dòng)了顯示行業(yè)對新型玻璃的需求。
2018年智能手機(jī)的總出貨量預(yù)計(jì)15.5億部,玻璃蓋板的滲透率為25%,即有4億塊的需求量,觸摸顯示有16億塊的需求量;玻璃背板的滲透率為40%,即有6.2億塊的需求量。
傳統(tǒng)玻璃切割技術(shù)采用金剛石或合金在玻璃上劃出微槽,在微槽兩側(cè)施加外力使玻璃向厚度方向延展,形成縱向裂縫來實(shí)現(xiàn)切斷,能滿足傳統(tǒng)玻璃的加工要求。近十幾年來,信息顯示行業(yè)推動(dòng)新型玻璃的進(jìn)步,向輕薄化和優(yōu)秀抗損性能的方向發(fā)展。特別是硬化玻璃的廣泛應(yīng)用,傳統(tǒng)切割技術(shù)的優(yōu)化空間開始趨窄,為達(dá)到高精度切割,通常需增加研磨和拋光的額外工作量,降低了生產(chǎn)效率,因此顯示行業(yè)對玻璃切割精度、效率和內(nèi)損傷的綜合性能提出更高要求。
玻璃激光切割是一項(xiàng)易于控制的非接觸式的少污染技術(shù),為客戶帶來極大便利;同時(shí)在高速切割下能保證邊緣整齊、垂直性佳和內(nèi)損傷低的優(yōu)勢,正成為玻璃切割行業(yè)的新型解決方案。尤其是高精度切割,皮秒級超快激光器因極窄的脈寬而展現(xiàn)出極大的優(yōu)勢,利用低熱能擴(kuò)散的特點(diǎn),在熱傳導(dǎo)到周邊材料前完成材料打斷,在脆性材料切割中表現(xiàn)出良好的效果。
基本加工原理
激光切割效果與材料對波長的吸收深度有關(guān)系,根據(jù)吸光深度分為表面吸收和體吸收。在圖1所示的第四代康寧大猩猩玻璃的吸收光譜中,對1064nm波長的光透過率>92.1%,因此皮秒級超快激光切割鋁硅酸鹽玻璃,必須利用材料的體吸收。

圖1 第四代康寧大猩猩玻璃的吸收光譜
同時(shí)玻璃屬于寬帶隙電介質(zhì)材料,超快激光具有誘導(dǎo)其自身進(jìn)行多光子吸收的能力。如圖2所示傳統(tǒng)光吸收指單光子能量超過材料帶隙,材料吸收單光子,進(jìn)而激發(fā)電子進(jìn)行價(jià)帶-導(dǎo)帶躍遷。超快激光具有極高的峰值功率密度,即使單光子能量低于材料帶隙,利用多光子吸收也可實(shí)現(xiàn)電子價(jià)帶-導(dǎo)帶躍遷。皮秒級超快激光輻射光子,材料進(jìn)行多光子吸收產(chǎn)生導(dǎo)帶電子,處在高能級的電子在材料運(yùn)動(dòng)中發(fā)射聲子,并把所吸收能量轉(zhuǎn)移至晶格,晶格經(jīng)歷能量沉積造成材料熔化或機(jī)械破壞,實(shí)現(xiàn)高質(zhì)量的微加工。

(a)單光子吸收 (b)多光子吸收
圖2 材料中的電子激發(fā)過程
超快激光通過透鏡聚焦獲得um級光束,具有高峰值功率密度。如圖3所示,光束作用在玻璃材料上時(shí),光束中心光強(qiáng)比邊緣低,帶來材料中心折射率比邊緣變化大,光束中心傳播速度比邊緣慢,光束出現(xiàn)非線性光學(xué)克爾效應(yīng)來產(chǎn)生自聚焦,繼續(xù)提升功率密度。直到在某閾值材料產(chǎn)生低密度等離子體,降低材料中心折射率,實(shí)現(xiàn)光束散焦。在實(shí)際切割玻璃中,優(yōu)化聚焦系統(tǒng)及焦距,可實(shí)現(xiàn)重復(fù)性聚焦/散焦過程,形成穩(wěn)定穿孔。

圖3 光束克爾效應(yīng)引起的光束自聚焦示意圖
傳統(tǒng)超快激光切割是利用振鏡來控制激光束,熔化、汽化或產(chǎn)生熱應(yīng)力來切割材料,該方法切割厚玻璃增加Z軸升降實(shí)施分層切斷。
目前成絲切割是一種可行的工藝,激光行業(yè)均具有成熟解決方案,在顯示行業(yè)內(nèi)已進(jìn)行廣泛的應(yīng)用。如圖4所示,當(dāng)超快激光束通過玻璃材料傳播時(shí),同時(shí)存在克爾自聚焦和等離子體散焦,光束在兩者動(dòng)態(tài)平衡中能實(shí)現(xiàn)長距離傳播,在材料中形成微米級的絲孔,這種絲孔在玻璃中能延展幾毫米的深度。直線電機(jī)控制玻璃工件相對于激光束進(jìn)行運(yùn)動(dòng)來生成等間距的眾多絲孔,通過優(yōu)化絲孔間距產(chǎn)生沿直徑方向的微裂紋。對存在微裂紋的玻璃施加外力,增加微裂紋處的應(yīng)力,使玻璃沿微裂紋斷裂,達(dá)到切斷的目的。

圖4 皮秒超快實(shí)現(xiàn)成絲切割原理
實(shí)驗(yàn)材料和裝置
本實(shí)驗(yàn)所采用的玻璃是第四代康寧大猩猩,鋁硅酸鹽玻璃,厚度為0.9mm,密度為2.42g/cm3,維氏硬度為596kgf/mm2,斷裂韌性達(dá)到0.67MPam0.5。如圖,5所示,本實(shí)驗(yàn)所采用的30w紅外皮秒激光器,整個(gè)系統(tǒng)基于主振蕩功率放大結(jié)構(gòu),能提供高能量激光脈沖且激光脈沖寬度小于10皮秒,優(yōu)化的Burst Mode功能,可實(shí)現(xiàn)脈沖串編輯功能,以實(shí)現(xiàn)更多工藝選擇。

圖5 30w紅外皮秒激光器
如圖6所示,本實(shí)驗(yàn)系統(tǒng)主要包括1064nm光纖-固體混合型皮秒激光器、光束變換系統(tǒng)、光束聚焦系統(tǒng)和真空吸附直線電機(jī)運(yùn)動(dòng)平臺(tái),激光器的最高功率為32W。實(shí)驗(yàn)檢測設(shè)備為歐米特金相顯微鏡(SEM)和光學(xué)顯微鏡,評價(jià)切割邊緣崩邊量和邊緣視覺效果

圖6 皮秒激光加工光路系統(tǒng)
實(shí)驗(yàn)結(jié)果
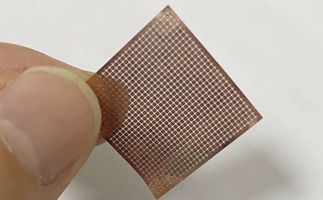
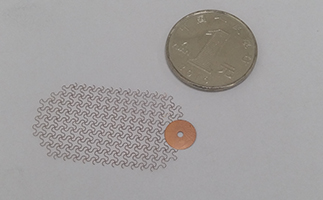
如圖7-9所示是實(shí)際玻璃切割樣品,完成了直線和圓弧段的連續(xù)切割,崩邊區(qū)控制在10um以內(nèi),截面為均勻磨砂面,6英寸玻璃屏幕生產(chǎn)時(shí)間控制在10s以內(nèi)。

圖7 玻璃切割樣品

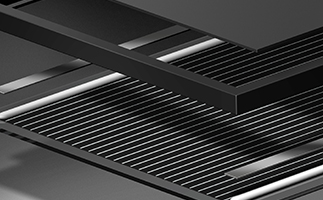
圖8 玻璃切割直線和圓弧內(nèi)緣的微觀圖

圖9 玻璃切割截面微觀圖
激光切割玻璃是一項(xiàng)創(chuàng)新技術(shù),目前已在切割觸摸顯示類玻璃、手機(jī)背板玻璃的應(yīng)用中進(jìn)入實(shí)用階段。實(shí)現(xiàn)了新型玻璃的高效和低成本切割。從長遠(yuǎn)來看,采用激光切割玻璃具有明顯優(yōu)勢,使得激光成為一種替代傳統(tǒng)機(jī)械切割,用于信息顯示領(lǐng)域制造的可行手段。